Challenges in Hard-Brittle Material Processing: Strategies for Preserving Fracture Toughness in PCD Tools
In the landscape of high-precision manufacturing, Polycrystalline Diamond (PCD) stands as the gold standard for machining non-ferrous metals, composites, and ceramics. However, the very property that makes PCD desirable—its extreme hardness—presents a significant paradox during the tool-making process: it is exceptionally brittle and prone to thermal degradation.
For production managers and CNC engineers, maintaining the fracture toughness of the PCD edge during grinding is the difference between a high-performance tool and a premature failure.
1. The Mechanics of Edge Failure: Fracture vs. Thermal Softening
To implement an effective preservation strategy, one must first understand the two primary failure modes during PCD grinding:
Brittle Fracture and Micro-Chipping
PCD is a synthesized mass of diamond crystals bonded with a metallic catalyst (usually Cobalt). During grinding, if the mechanical impact of the diamond grit in the grinding wheel exceeds the bond strength of the PCD grain boundaries, intergranular fracture occurs. This results in "chipping," where the edge quality exceeds the required Ra 0.4μm threshold.
Thermal Damage and Phase Transformation
Diamond is chemically sensitive to heat. When the grinding interface temperature exceeds 700°C, the cobalt binder expands at a different rate than the diamond, leading to internal stress. If temperatures continue to rise, the diamond begins graphitization, reverting to a softer form of carbon. This "thermal softening" renders the tool useless in high-speed milling or turning applications.
2. Technical Selection Guide: The Vitrified Bond Advantage
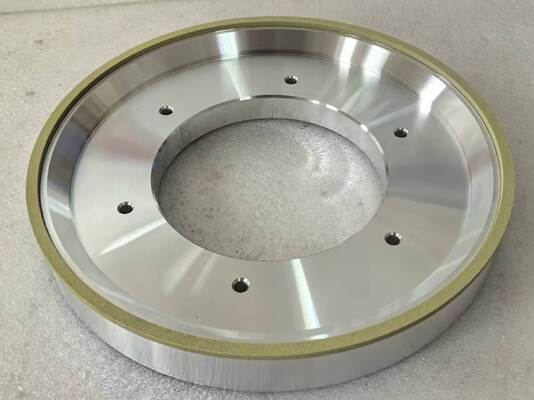
The most effective strategy to counteract these challenges is the transition from resin-bonded wheels to Vitrified Bond Diamond Wheels. The selection should be based on the following technical parameters:
Rigid Structural Support
Unlike resin, which is elastic and can "give" under pressure, a vitrified bond offers a high Elastic Modulus. This rigidity ensures that the wheel maintains a consistent geometric profile. For tools requiring a ±0.005mm profile tolerance, the stability of a vitrified bond prevents the "bouncing" effect that often leads to edge fractures in brittle PCD grades.
Engineered Porosity for Heat Management
A critical parameter in vitrified technology is controlled porosity. These microscopic voids act as:
-
Coolant Channels: Directing fluid into the heart of the grinding arc.
-
Chip Pockets: Allowing removed PCD particles to escape without clogging the wheel face. This ensures the grinding zone remains within a safe operating window of 150°C to 250°C, far below the threshold for thermal damage.
3. Optimizing Grinding Parameters for Fracture Prevention
Selection of the tool is only half the battle; the application parameters must be synchronized to preserve the material’s integrity.
Grit Size and Concentration
-
Roughing (D46 - D76): Focus on bulk removal while minimizing contact time to reduce cumulative heat build-up.
-
Finishing (W10 - W3.5): Use fine-micron diamond powder to achieve a "polishing" effect. In the super-finishing stage, the goal is to keep edge chipping below 5μm.
Wheel Peripheral Speed (Vp)
For most PCD grinding operations, a speed of 18 - 25 m/s is recommended.
-
Too High: Increases friction and thermal risk.
-
Too Low: Increases the "chip load" per diamond grain on the wheel, which can "pluck" the diamond crystals out of the PCD matrix rather than shearing them, leading to fractures.
4. Conclusion: A Data-Driven Approach to Tool Longevity
Preserving the fracture toughness of PCD tools requires a move away from "trial and error" and toward a parameter-driven process. By selecting a Vitrified Bond Diamond Cup Wheel with a porosity level tailored to your specific coolant pressure, and adhering to strict speed and feed protocols, you ensure that the PCD maintains its original sintered toughness.
For the modern machine shop, this consistency translates to longer tool life between regrinds and a significant reduction in the scrap rate of expensive PCD blanks.

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!